- 全部
- 产品名称
- 关键词
- 产品型号
- 产品摘要
- 产品描述
- 全文搜索
chat- app
+8618678277900
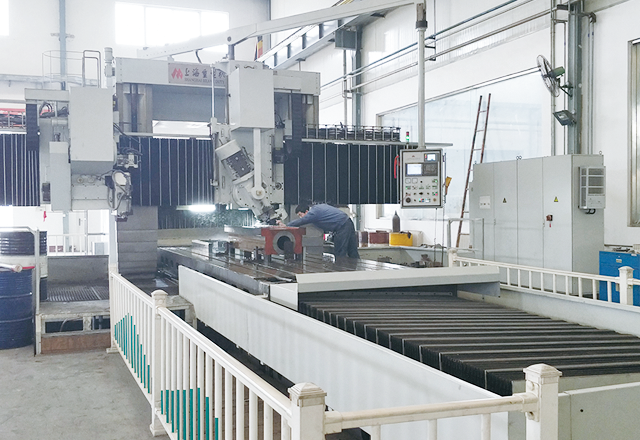





它的全面处理能力很强,工件可以在一个夹紧后完成很多处理内容。处理精度很高,对于具有中等处理难度的批处理工件,其效率是普通设备的5-10倍。特别是,它可以完成许多无法由普通设备完成的处理任务。它更适合具有复杂形状和高精度要求或中小型批次多种多样生产的单件处理。
它集成了铣削,无聊,钻孔,螺纹和螺纹等功能,从而使其具有多种技术手段。加工中心根据主轴加工期间的空间位置分为水平和垂直加工中心。按过程目的分类:无聊和铣削加工中心,复合加工中心。有函数的特殊分类:单个工作台,双重工作台和多工作台加工中心。单轴,双轴,三个轴和可互换的主轴箱的加工中心。
CNC铣床和打孔机的用户必须对机床制造商进行严格的培训和评估,然后才能在使用机床时严格遵循机床操作手册的规定。严格禁止使用在使用过程中控制系统中的机床制造商设置的参数和一些重要程序,因为参数的设置将直接影响机床的功能和动态特性。此外,用户无法随意替换机床配件,因为机床制造商应在设置配件时完全考虑每个链接和整体性能的匹配。
CNC铣削和打孔机的定位精度非常高,因此,在制定加工过程时,必须在一个夹紧过程中尽可能多地在此过程中处理所有需要处理的零件,以避免由多个处理过程引起的累积错误。
在使用CNC铣床时,有必要合理地选择切割工具和切割数量。对于有效的金属切割,机床,切割工具和所使用的加工材料是影响加工效率和准确性的几个因素。如果您想有效地处理高精度产品,则必须很好地结合上述点才能满足要求。
CNC铣床的操作数据输入必须符合要求。如果未标准化输入,则会导致关闭。这样做的原因是什么?让我们在下面分析:
1,由于非标准输入数据而导致CNC铣削和打孔机关闭的主要原因
操作过程中CNC铣床自动刀具变化功能故障的主要原因包括:输入或输出信号不正确,短路,开机电路,位置检测不足,无序工具杂志,工具计数器中的错误,工具计数器中的错误以及损坏的继电器;由于与之相关的液压和气动系统,机械干扰,松动和其他影响。
2,由CNC铣床的非标准化输入数据引起的关闭方法的处理方法
1。检查系统参数编号1320和1321(存储的旅行检测)是否正确,表明软限制没有更改。与中风有关的参数也很正常。
2。CNC铣床具有无序切割的现象,没有换击工具,并且怀疑位置环存在问题。执行另一个与错误的段G56(即工件坐标系不同)基本相同的处理程序,发现机床处理是正常的。排除了对位置环,机器参数变化或损失的可能性。
3。可疑的机床数据处理中断或正时控制错误,按下紧急停止按钮,关闭机床电源,重新启动机床,运行有问题的程序,并且情况保持不变。
4。x,y和g56和g58的坐标值相同,除了不同的z坐标。 G58无法使用吗?决定将本程序段中的G58更改为G54,将G58的坐标值设置为G54,然后执行修改后的程序。机床正常运行。
5。基于此,可以确定,G58函数支持软件的宏程序中存在错误,或者由G58确认的坐标值(即NC提供给机床的执行数据'MT'与设置数据不同),但一旦将程序作为另一个数据记忆,则该程序不正确,并且该工具不正确。
因此,将X,Y,Z和G58的A的坐标值重置为“ 0 ”,按“ REST ”重置,然后重新输入原始坐标值。机床恢复正常。从中可以看出,故障是由于面板提供的数据错误引起的,这是由于非标准输入数据而引起的。通过清除数据并重新输入,消除了故障。